|
|
ASE-1102 Soldering Station
ASE-1102 Soldering Station
|
|
Light soldering iron, the ergonomic design of the soldering iron handle provides convenient work; the handle covering is made of silicone rubber, temperature Range 220 840 °F
Manuals:
|
|
Advantages
- Light soldering iron
- The ergonomic design of the soldering iron handle provides convenient work; the handle covering is made of silicone rubber
- Simplicity of calibration
- Sliding tray for sponge
- Ceramic heater insulation rated over 100 MΩ at 750 °F
Specifications
STATION
AC Input: 110 120 V, 60 Hz
Temperature Range: 220 840 °F
Dimensions: 6,7 × 4,7 × 4,1 in
Weight: 2,2 lb
SOLDERING IRON
Power Consumption: 45W at 660 °F
Heating element: Ceramic heater
Leakage is less than 0.4 mV
Accessories
- Soldering station with a power cable
- Soldering iron with tip
- Soldering iron holder
- Sliding tray for sponge
- User manual
| ASE-1102 Soldering Station - Side view |
|
|
| ASE-1102 Soldering Station - Rear view |
|
|
| ASE-1102 Soldering Station - Soldering iron holder |
|
|
|
| ASE-1102 Soldering Station - Sliding tray for sponge |
|
|
Safety instructions
Take care of yourself!
- Please read user manual carefully before using the instrument.
- Do not use the device if there is visible damage.
- Repair and maintenance of the device can be done only by a qualified specialist of the service center.
- Before connecting the instrument to the electrical network, observe all known precautions, and make sure that the grounding system is to avoid electric shock.
- Use only those accessories that are intended for use with this device.
- While working, do not touch the metal parts near the tip of the soldering iron.
- After completion of the work, it is necessary to install the soldering gun in the regular holder of the soldering gun.
Operation instructions
- Ensure working voltage matches your power supply before plugging into the station.
- Check carefully any possible damage during transportation.
- Set temperature by rotating temperature control knob on the front panel.
Frequently Asked Questions
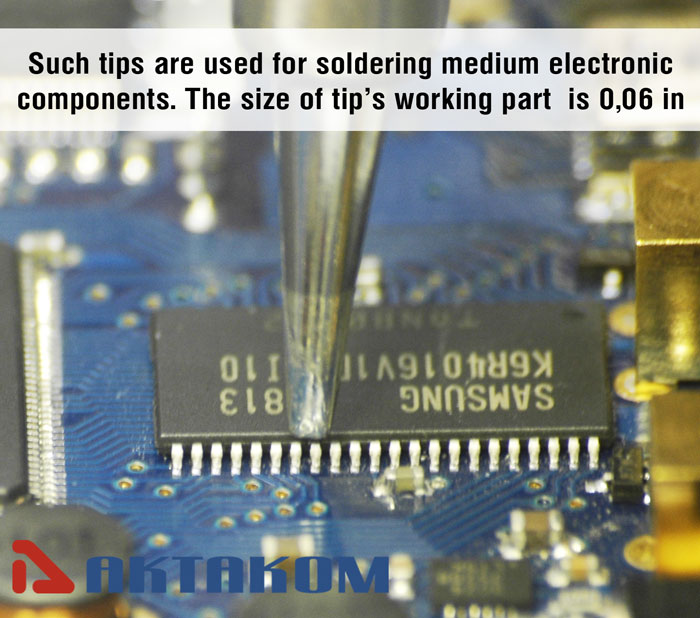
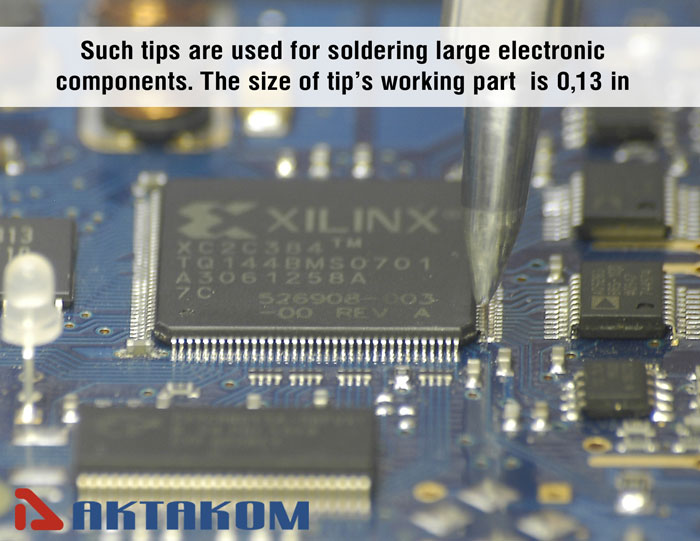
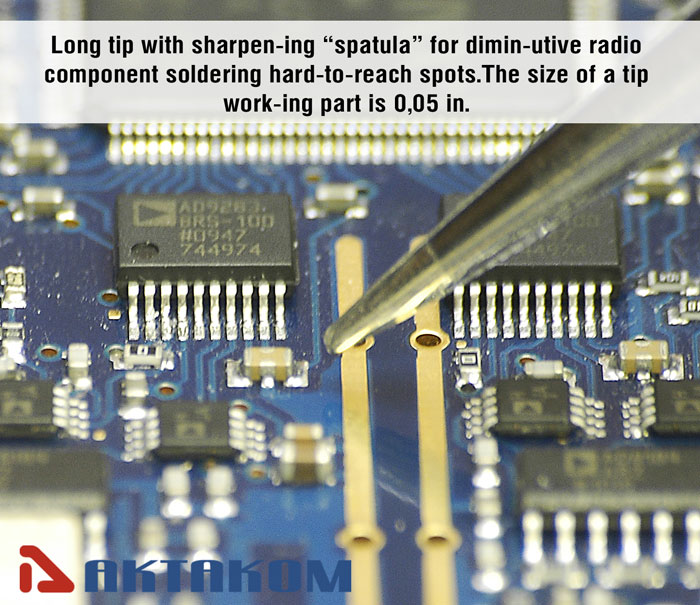
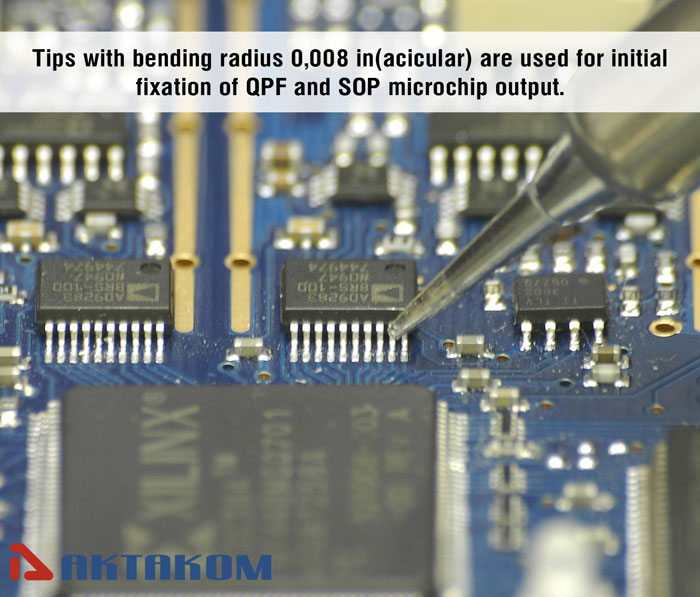
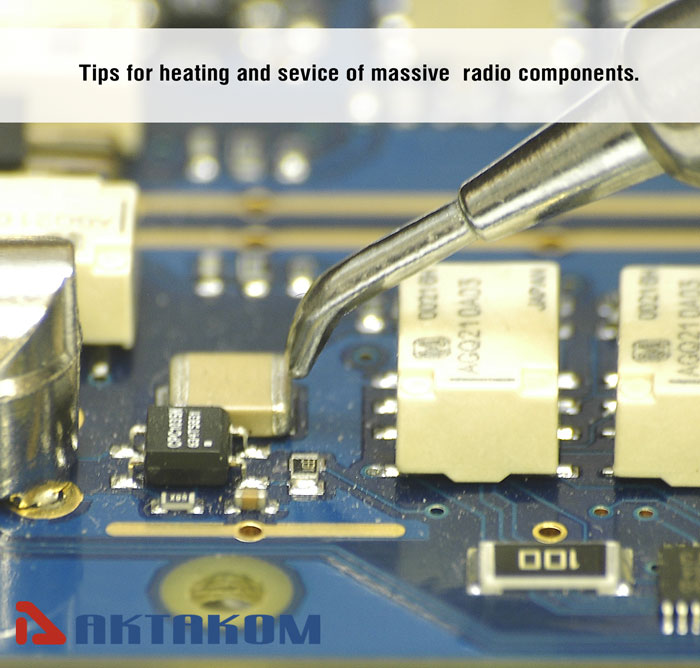
What types of tips I can buy for soldering iron?
How ASE-1102 is designed?
How to care and use of the soldering tip?
How to clean the tip?
What temperature should use for soldering?
Why a "de-tinned" tip fails to work?
| What types of tips I can buy for soldering iron? |
90M-T-0,8D Soldering Tip 90M-T-1,2D Soldering Tip 90M-T-1,6D Soldering Tip
90M-T-2,4D Soldering Tip 90M-T-3,2D Soldering Tip
90M-T-0,8C Soldering Tip
/ 90M-T-B Soldering Tip 90M-T-1,2D Soldering Tip
90M-T-I Soldering Tip / 90M-T-LB Soldering Tip
90M-T-2C Soldering Tip 90M-T-3C Soldering Tip 90M-T-4C Soldering Tip
  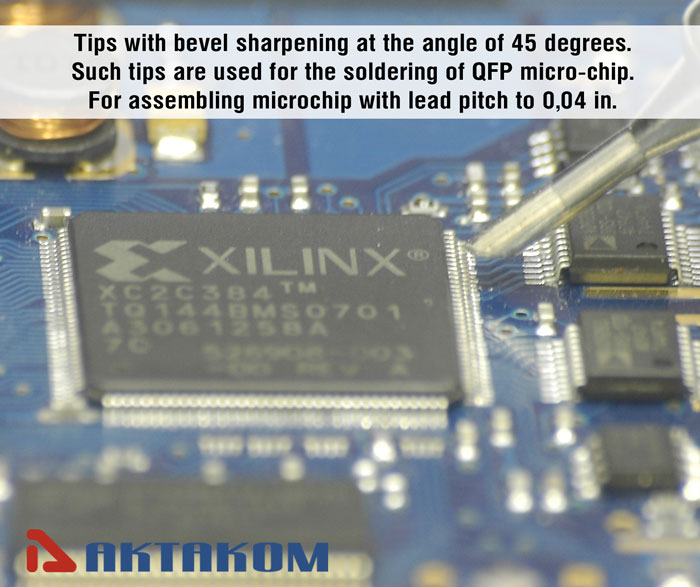
90M-T-K Soldering Tip
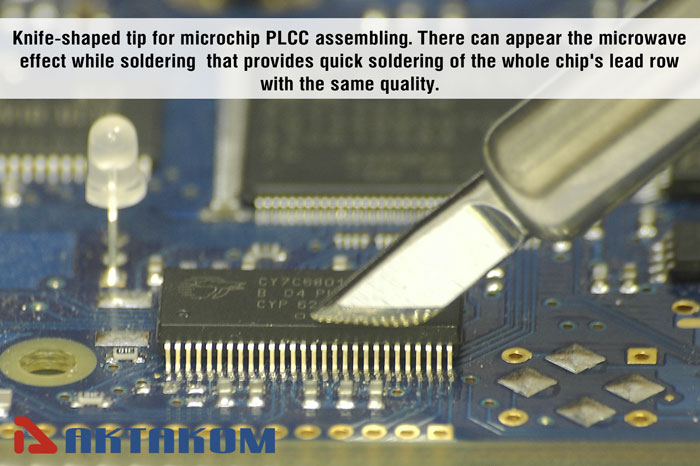
90M-T-1,8H Soldering Tip 90M-T-H Soldering Tip
Up
|
| How ASE-1102 is designed? |
|

Up
|
| How to care and use of the soldering tip? |
|
High soldering temperatures can degrade the tip. Use the lowest possible soldering temperature. The excellent thermal recovery characteristics ensure efficient and effective soldering event at low temperatures. This also protects the sensitive components from thermal damage. Clean the tip regularly with a cleaning sponge, as oxides and carbides from the solder and flux can form impurities on the tip. These impurities can result in defective joints or reduce the tip's heat conductivity. When using the soldering iron continuously, be sure to loosen the tip and remove all oxides least once a week. This helps to prevent reduction of the tip temperature. Never leave the soldering iron sitting at high temperature for long periods of time, as the tip's solder plating will be covered with oxide, which can greatly reduce the tip's heat conductivity. Wipe the tip and coat it with fresh solder after use. This helps to prevent tip oxidation.
Up
|
| How to clean the tip? |
|
Caution! Never file the tip to remove oxide.
- Set the temperature to 250°C.
- When the temperature stabilizes, clean the tip with the cleaning sponge and check the condition of the tip.
- If there is black oxide on the solder-plated portion of the tip, apply new solder (containing flux) and wipe the tip on the cleaning sponge. Repeat until the oxide is completely removed. Coat with new solder. The solder protects the tip from oxidation and prolongs the life of the tip.
- If the tip is deformed or heavily eroded, replace it with a new one.
Up
|
| What temperature should use for soldering? |
600°- 650°F (316°- 343°C) is a good place to start for lead-based solder and 650°- 700°F (343°- 371°C) for lead-free solder.
Note: if clots form, the temperature is too low.
Up
|
| Why a "de-tinned" tip fails to work? |
|
A de-tinned tip is one which cannot wet with solder. This exposes the plating to oxidation and degrades the heat transfer efficiency of the tip.
The de-tinning is caused by:
1) Failure to keep the tip covered with fresh solder while not in use.
2) High tip temperatures.
3) Insufficient melting in soldering operations.
4) Wiping the tip on dirty or dry sponges and rags (Always use a clean, wet, industrial grade, sulfur-free sponge).
5) Impurities in the solder, iron plating, or on the surfaces to be soldered.
Up
|
Back to the section
|
|













